بررسی تجربی گردی قطعات در فرآیند فلوفرمینگ
Publish Year: 1392
نوع سند: مقاله کنفرانسی
زبان: Persian
View: 158
This Paper With 6 Page And PDF Format Ready To Download
- Certificate
- من نویسنده این مقاله هستم
استخراج به نرم افزارهای پژوهشی:
شناسه ملی سند علمی:
ISME21_282
تاریخ نمایه سازی: 17 آبان 1401
Abstract:
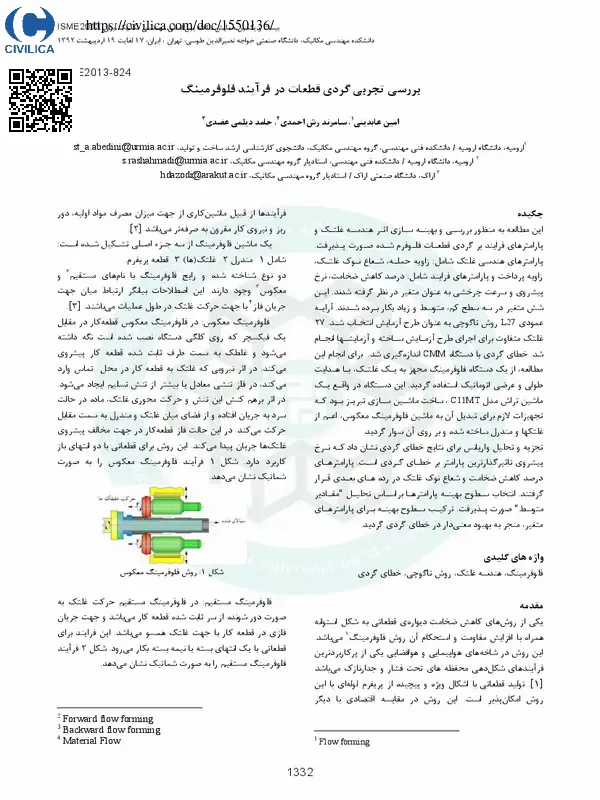
این مطالعه به منظور بررسی وبهینه سازی اثر هندسه غلتک و پارامترهای فرایند بر گردی قطعات فلوفرم شده صورت پذیرفت. پارامترهای هندسی غلتک شامل: زاویه حمله، شعاع نوک غلتیک، زاویه پرداخت و پارامترهای فرایند شامل: درصد کاهش ضخامت، نرخ پیشروی و سرعت چرخشی به عنوان متغیر در نظر گرفته شدند. این شش متغیر در سه سطح کم، متوسط و زیاد بکار برده شدند. آرایه عمودی L۲۷ روش تاگوچی به عنوان طرح آزمایش انتخاب شد. ۲۷ غلتک متفاوت برای اجرای طرح آزمایش ساخته و آزمایشها انجام شد. خطای گردی با دستگاه CMM اندازه گیری شد. برای انجام این مطالعه، از یک دستگاه فلوفرمینگ مجهز به یک غلتک، با هدایتطولی و عرضی اتوماتیک استفاده گردید. این دستگاه در واقع یک ماشین تراش مدل C۱۱MT، ساخت ماشین سازی تبریز بود که تجهیزات لازم برای تبدیل آن به ماشین فلوفرمینگ معکوس، اعم از غلتکها و مندرل ساخته شده و بر روی آن سوار گردید. تجزیه و تحلیل واریانس برای نتایج خطای گردی نشان داد که نرخ پیشروی تاثیرگذارترین پارامتر بر خطای گردی اسیت. پارامترهای درصد کاهش ضخامت و شعاع نوک غلتک در رده های بعدی قرار گرفتند. انتخاب سطوح بهینه پارامترها براساس تحلیل "مقادیر متوسط" صورت پذیرفت. ترکیب سطوح بهینه برای پارامترهای متغیر، منجر به بهبود معنی دار در خطای گردی گردید.
Keywords:
Authors
امین عابدینی
ارومیه، دانشگاه ارومیه / دانشکده فنی مهندسی، گروه مهندسی مکانیک، دانشجوی کارشناسی ارشد ساخت و تولید
سامرند رش احمدی
ارومیه، دانشگاه ارومیه / دانشکده فنی مهندسی، استادیار گروه مهندسی مکانیک
حامد دیلمی عضدی
اراک، دانشگاه صنعتی اراک / استادیار گروه مهندسی مکانیک
{kind=link}